Olive Technology proudly exports top-quality equipment to over 100 countries, including Africa, the Middle East, Central Asia, Southeast Asia, Western Europe, North America, and Australia. Our global reach continues to expand, with an impressive annual export growth rate of over 30%, reflecting our commitment to innovation and excellence.
We provide customized solutions tailored to the specific needs of our clients, backed by a wealth of successful case studies. For example, in Kenya, our advanced crushing and screening equipment increased processing efficiency by 25%. In Nigeria, we worked with a construction company to reduce their aggregate production costs by 30%, and in Tanzania, our stone crushing technology enhanced output quality while cutting energy consumption by 20%.
With a strategic focus on West, Central, and South Africa, we ensure fast response times, addressing customer inquiries within 24 hours. At Olive Technology, we prioritize building long-term relationships by delivering comprehensive solutions that adapt to our clients’ evolving needs and drive their success.
Factory Tour
-
![]()
At Olive Technology, we specialize in producing top-tier crushing and mining equipment designed for diverse industrial applications. Our product line includes jaw crushers, mobile crushing stations, and various screening machines. These machines are engineered to handle materials such as limestone, basalt, granite, and more, ensuring efficient processing for construction, mining, and aggregate industries. Each product is built with a focus on durability, high performance, and low maintenance, making them ideal solutions for both large-scale industrial operations and smaller project sites.
-
![]()
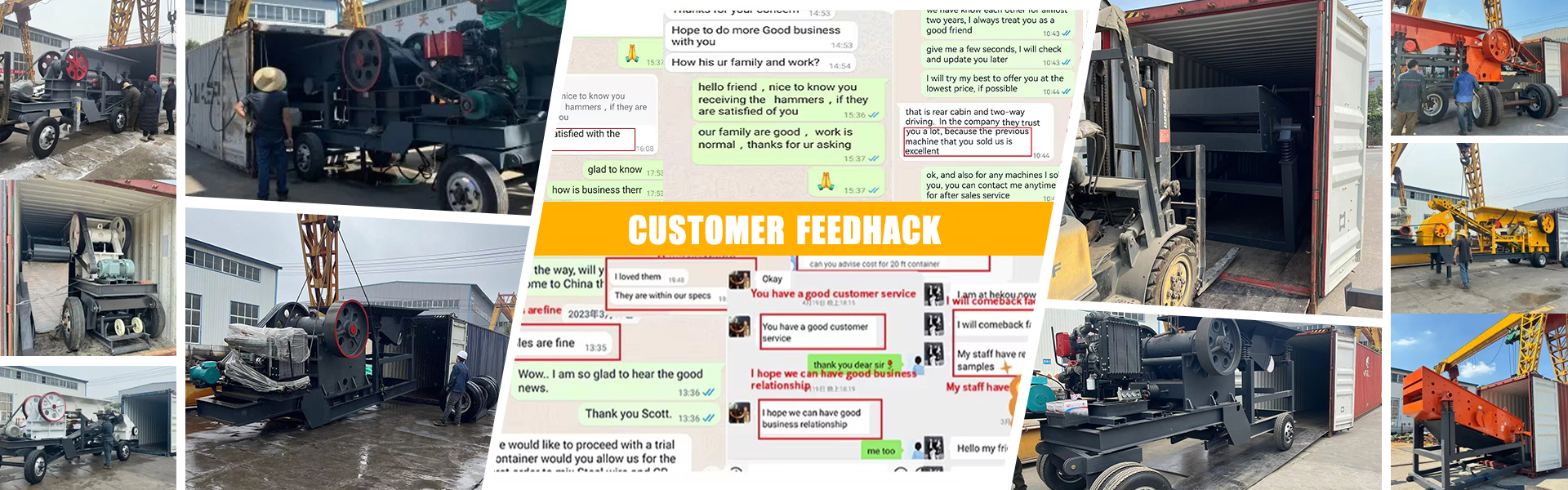
Olive Technology's advanced manufacturing facility combines cutting-edge technology with skilled craftsmanship to produce world-class crushing and mining equipment. The factory is equipped with modern production lines, featuring high-performance jaw crushers, mobile crushing stations, and various screening equipment. Our dedicated team of technicians and engineers meticulously manages each stage of production, from welding and assembly to final quality inspections. With a focus on innovation, efficiency, and sustainability, the facility supports our commitment to delivering high-quality products to clients worldwide.
-
![]()
Our factory is certified with internationally recognized standards to ensure the highest quality in our manufacturing processes. We hold ISO 9001 certification for quality management systems, which demonstrates our commitment to delivering products that meet customer and regulatory requirements. Additionally, our equipment has passed CE certification, signifying compliance with European safety, health, and environmental protection standards. These certifications reflect Olive Technology's dedication to providing reliable, safe, and environmentally friendly machinery to our global clientele.



CERTIFICATIONS